机床台面调整指南
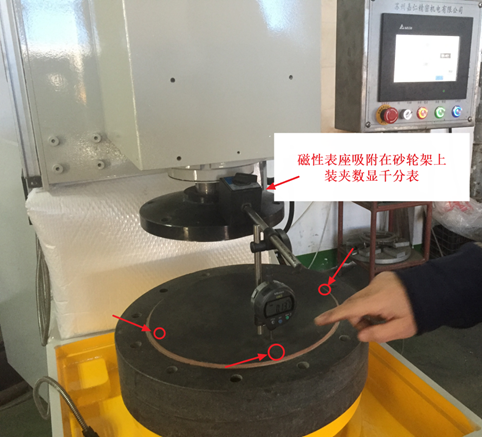
准备磁性表座和数显千分表各一个,红色圆圈的位置。按图所示装夹,使得千分表可以测量到。
先调整左右,如果前面的数字 和右边的接近,调左边;如果前面的数字 和左边的接近,调右边。
如视频上,所以后面的视频我们以右边归零为基准,开始调节右边。
视频上,当左边归零时,右边高度为0.015mm,前面高度为0.022mm。我们先调整左右,等左右调平以后,再调整前面。
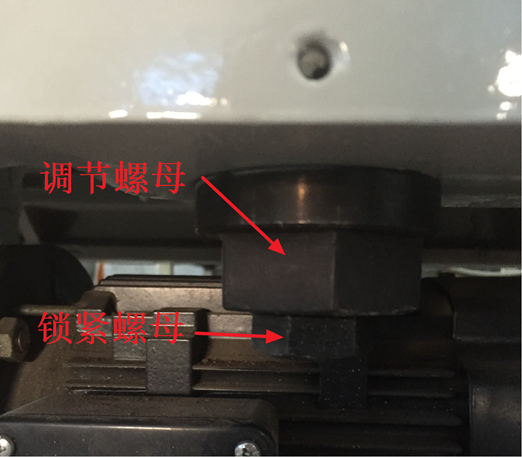
调节位置。松开锁紧螺母,调节调节螺母。
松开锁紧螺母会稍微抬高一点点,这会影响我们调整水平。
之前我们的尺寸是-0.015mm,我们要调高0.015mm,但是松开锁紧螺母后,数值变成了0.002mm,此时我们需要把继续+0.015mm,才会正确调平。
调整0.015mm,大约要调整螺母 10°左右,但一切以实际为准。
视频里,我们把左边的高度通过调节螺母调高了0.015mm,然后再把锁紧螺母调死,使得其固定住,这时候数值大约有0.005mm的变化。
视频里,我们通过两次调整使得,左右终于数值一致,0对0。一般情况下0.002mm左右都是可以接受的,但是误差越小越好。如果工作台表面不干净,凹凸不平,或者千分表测量点正好超出了台面范围,可以用一块大的平整的玻璃或是大理石板放在工作台上,越平越好。
现在我们左右调好了。然后开始调节正前方。
调好了左右以后,我们发现正前方变成了0.012mm,我们需要把它调整到0.002mm。以我们的经验的来说,如果加工玻璃等软的材料,正0.002mm左右就够了,如果加工蓝宝石,99陶瓷,需要调成正0.005mm。
我们松掉锁紧螺母以后,多了0.02mm多,变成了0.038mm,然后我们直接调整到了-0.014mm。这里不是调多了,是因为前面抬高了以后,左右两边后面的点也会调高。这时候-0.014mm不是真实数值,需要把千分表量到后面左右两边的时候归零,以左边或右边任意一点作为基准点归零,然后再重新测量正前方。
视频中,我们归零后,正前方重新测量下来是0.009mm,我们需要继续调整。
正前方一般一次调不好,需要多调整两下。我们刚刚用调整螺母调整了0.02mm左右,然后锁紧了螺母,最后测量了发现只变化了-0.003mm。这和我们需要的-0.01mm的量差了很多。需要我们多调整一点。
然后我们多调整了几下,然后以左边为基准归零,正前方的数值变成了0.004mm,但是右边变成了-0.004mm。这是正常现象,左右会有稍微变化,所以我们每次调整后,必须用千分表左右前后重复测量一次。
但是误差距离我们期望值只有0.005mm以内,所以这次调整我们没有松开锁紧螺母去调整那个调整螺母,而是只调整锁紧螺母。把锁紧螺母调的更紧一点得到+0.002mm,或者松一点得到-0.002mm。
最后我们通过反复的调整,使得左边为0.000mm,
正前方为0.002mm,右边为0.000mm。
调整完毕后,如果台面面型在0.002mm左右,面型误差不大的时候,不需要自磨台面。但是如果机床使用时间长了,工作台磨损了,面型误差很大的时候,调整完毕后需要把面型自磨一次。自磨后再重新测量,确保误差在0.002mm以内。